How CFD can serve everyday industrial processes (Part 1: Drilling)
From a bone during orthopedic surgery to an aluminum alloy during plane manufacturing, drilling is one of the most widespread machining processes. The thermal loading knowledge is a key point to ensure the workpiece integrity and the cutting tool durability. Indeed, one could check whether the coolant will not lose its lube feature or even change phase when drilling a metal part, while another would ensure the temperature of a drilled bone does not exceeded 47°C for more than one-minute to avoid necrosis. We focus herein in one of the most popular cooling systems: two internal coolant channels cross a conventional twist drill, to supply water-based coolant at the cutting edge.
The machining process cooling is difficult to simulate numerically due to the fast shift of its complex geometry as well as the important free surface and the thermal variation of the coolant. A Lagrangian approach, such as the SPH (Smooth Particle Hydrodynamics) method, can deal with such delicate case.
To achieve such simulation, several assumptions has been made. The heat production due to plastic deformation has been modeled by a constant heat flux at the bottom of the hole. Otherwise, since the characteristic thermal conduction time is much lower than flow characteristic time, all other surfaces have been considered as adiabatic. The major part of the mechanical energy provided by the drilling machine is assumed to be converted into heat. The material removal is not simulated by itself. It is however mimicked by moving down the bottom hole surface and the tool. Coolant is injected through two inlets located at the top of the drill internal channels.
Computational results are presented hereafter, showing the coolant thermal behavior.

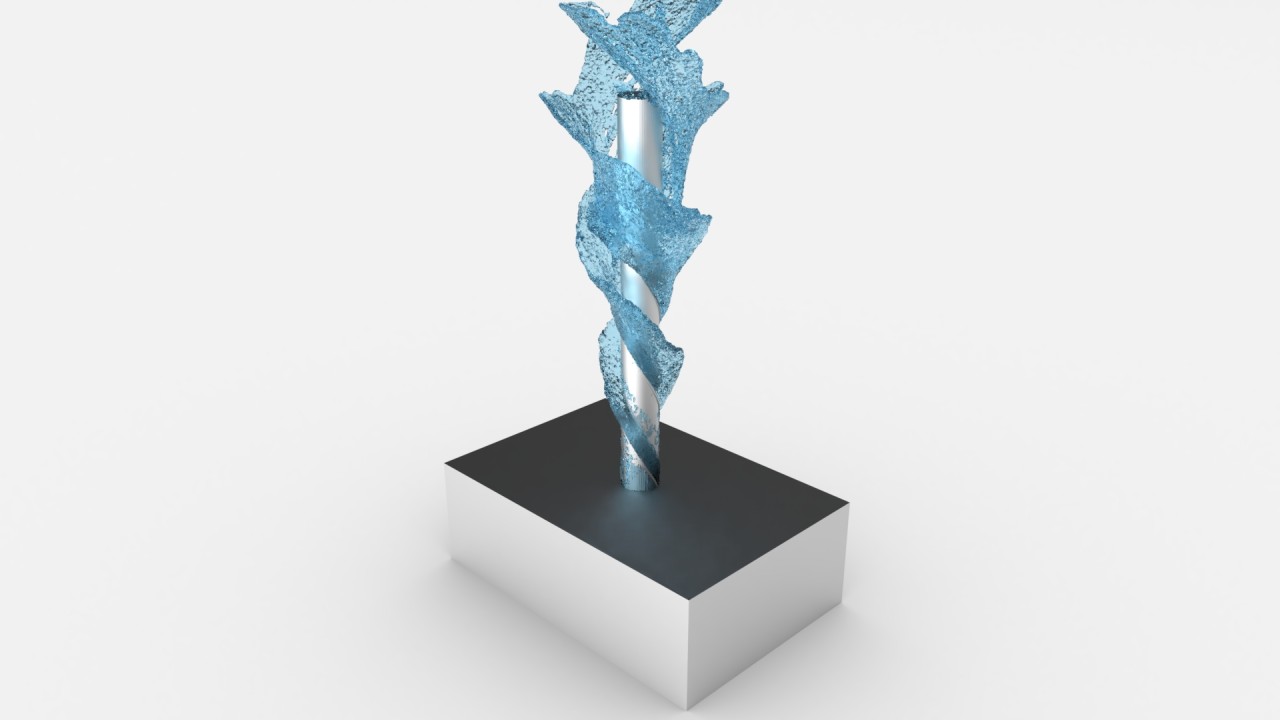
On the first figure, a snapshot of the fluid flow is displayed. The coloring represents the fluid temperature. This figure exhibits how the fluid trajectory is driven by the drill helicoidal shape leading to two well-defined arms. The coolant temperature is almost constant along each arm.

On the second figure, the coolant itself is hidden, but the projection of its temperature is colored on the drill surface. This shows where the hottest part of the cutting area is located, at the extremum radius.

Finally, the time depend signal of the fluid temperature at the tool cutting edge can be plotted. Although noisy, the chart displayed in bottom/last figure demonstrates a stabilized temperature of about 320K close to the heat production surface.
The present simulation demonstrates the ability of the SPH method to deal with the drill coolant behavior. To go even further in addressing a more realistic case, the fluid solver must be coupled with a FEM (Finite Element Method) solver, able to resolve the thermal and mechanical behaviors of the structures. Such thermal coupling would allow the consideration of both the heat diffusion inside the tool and its cooling by the fluid coolant. Furthermore, the mechanical coupling would allow to account for the chip production, including the pullout thermal energy production.